Производство силиконовых резин и изделий
для всех отраслей промышленности
Экструзия (шприцевание)
Содержание:
- Устройство и работа одношнекового экструдера
- Шнек (червяк)
- Головки (фильеры)
- Червячные машины холодного питания
- Экструзионные линии
В производстве резиновых изделий используются самые разные виды обработки резиновых смесей. К основным методам относятся экструзия, коэкструзия, формовое прессование, трансферное прессование, литьё под давлением, ракельное нанесение покрытия (для текстиля). Также могут применяться каландрование и заливка под низким давлением.
Выбор подходящего метода обработки в основном зависит от геометрии получаемого изделия.
Так, для производства длинномерных изделий (трубки, шланги, шнуры, кабель, профили), однозначно подходит экструзия.
Экструзия, согласно такому авторитетному источнику, как «Википедия», это технология получения изделий путём продавливания вязкого расплава материала или густой пасты через формующее отверстие. Обычно используется при формовке полимеров (в том числе резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей), ферритовых изделий (сердечники), а также в пищевой промышленности (макароны, лапша, кукурузные палочки и т.п.), путём продавливания формуемого вещества через формующее отверстие головной части экструдера.
Экструдер, соответственно, это машина, на которой осуществляется процесс экструзии. В старой литературе их часто называют червячными машинами.
В полимерной промышленности используются экструдеры разных типов.
По типу рабочего органа экструзионные машины делятся на:
- одношнековые;
- двухшнековые;
- плунжерные;
- дисковые.
Одношнековые экструдеры являются наиболее распространённым видом экструзионного оборудования.
Шнековые экструдеры впервые вошли в резиновую промышленность в конце XIX столетия благодаря фирмам Фрэнсис Шоу, Джон Ройл, Пауль Тростер, в которых эти машины впоследствии составили основу производства. Первые шнековые экструдеры запитывались в горячем виде лентами резиновой смеси подогретой на вальцах соединённых с экструдером. Шнеки имели глубокую нарезку и малое отношение длины к диаметру.
В 1930-х Пауль Тростер Машиненфабрик выпустила шнековый экструдер с холодной запиткой, в который подавались холодные ленты резиновой смеси.
Экструдер с холодной запиткой имел мелкие каналы шнека и значительно большее отношение длины к диаметру. Первый экструдер с холодной запиткой производил экструдаты с широким распределением по температуре, которые искривлялись при выходе из головки. Поэтому задачей, стоящей перед экструзией с холодной запиткой, было получение термогомогенизированного продукта на шнеке экструдера, который бы давал экструдат с однородным температурным полем и который бы не искривлялся на выходе. Начиная с 1960-х, было предложено несколько усовершенствований экструдеров с холодной запиткой. Во-первых, Мейлефер и Гэйер (Юниройал Инк.) создали конструкцию запорного шнека. Это означало установку второго ребра, которое изолировало менее текучий материал и предотвращало его уход со шнека до тех пор, пока он не размягчался. Промышленный выпуск был налажен в США фирмой NMR (по лицензии Юниройал) под названием «Пластикрю». Предназначенный для контроля полноты плавления гранул термопластов его конструктором Майлефером, а также Гэйером для изолирования участков резиновой смеси, подвергшихся скорчингу, этот шнек, применённый в экстудерах с холодной запиткой, обеспечил более равномерное температурное поле, но при развитии более высоких температур.
Впоследствии было предложено много новых конструкций специальных секций в шнековых экструдерах с холодной запиткой таких, например как секция сдвига Тростера и разные конструкции Ленэна и Менгеса, обеспечившие ряд улучшений процесса.
В 1970-х Менгес и Хармс из института Кюнстофферарбайтунг и из Юниройал предложили оштифтованный экструдер с холодной запиткой. Оказалось, что это даёт существенное улучшение однородности экструдата.
Устройство и работа одношнекового экструдера
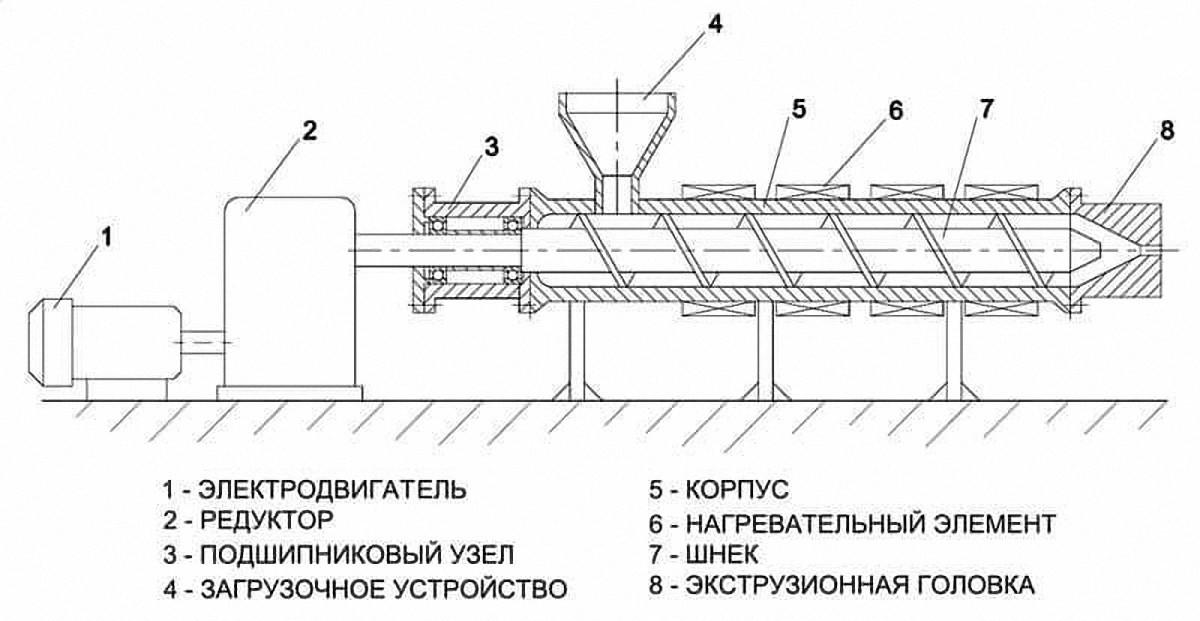
Основные узлы экструдера:
- электродвигатель;
- редуктор;
- подшипниковый узел;
- загрузочное устройство;
- корпус;
- шнек (червяк);
- экструзионная головка (фильера).
Сущность процесса экструзии (шприцевания) заключается в следующем. Шнек (червяк) сообщает подогретой или холодной резиновой смеси, поступающей в цилиндр через загрузочную воронку, поступательное движение вдоль оси цилиндра и выдавливает её через профилирующее выходное отверстие головки. Вследствие трения между резиновой смесью и поверхностью червяка и цилиндра обрабатываемый материал подвергается постоянно меняющимся деформациям сжатия и сдвига, происходит относительное перемещение отдельных смежных участков смеси, возникают завихрения и обратные потоки. В результате резиновая смесь разогревается и по мере продвижения к головке становится пластичной, уплотняется и гомогенизируется. Степень разогрева смеси и давление зависят от длины червяка и создаваемой им степени сжатия. При сильном нагреве смеси возможна преждевременная вулканизация. Для того, чтобы этого избежать, шнек и цилиндр машины охлаждаются водой.
В головке происходит дальнейшее уплотнение резины. Благодаря выступам и каналам материал равномерно распределяется по длине профилирующего зазора. Под действием осевого давления, создаваемого червяком, сильно сжатая смесь выдавливается через профилирующее отверстие головки. Чем меньше профилирующий зазор или отверстие, тем больше давление смеси. Смесь движется через головку с разной скоростью: у стенки она меньше, чем в середине зазора или отверстия.
По длине шнека различают три зоны с различным состоянием смеси:
- зона загрузки (питания);
- зона сжатия, разогрева и пластикации;
- зона дозирования и формования.
В зоне питания заготовки из перерабатываемой резиновой смеси поступают в пространство между витками шнека и уплотняются.
В зоне пластикации перерабатываемое сырьё пластифицируется, что обеспечивает смесительный эффект. Повышение уровня давления, в основном, происходит в пограничном пространстве между зоной питания и зоной пластикации. Здесь спрессованный материал образует пробку и скользит по шнеку. Данная пробка и является причиной повышения уровня давления, которое расходуется на преодоление сопротивления сеток и формования профиля.
В зоне дозирования пластицированный полимер гомогенизируется. К концу зоны сырьё становится полностью гомогенной массой и продавливается сквозь формующую головку.
Деление на зоны в данном случае условно и указывает на определённую функцию данного участка шнека.
К основным параметрам метода экструзии принято относить: температуру по зонам агрегата, уровень давления перерабатываемого материала, температура зон головки, а также режимы охлаждения экструдированного профиля. К основным технологическим параметрам экструзионной машины принято относить характеристики шнека, которым она оснащена:
- длина;
- диаметр;
- показатель отношения длины шнека к диаметру;
- скорость вращения;
- профиль шнека.
Главной характеристикой формующего инструмента, который включает в себя головку и калибрующий узел, является коэффициент сопротивления течению расплава полимера.
К агрегированным показателям работы любой экструзионной машины можно отнести эффективность работы, которая рассчитывается как отношение производительности к потребляемой им мощности.
Сложность теоретических расчётов производительности машин и их основных параметров привела к тому, что на практике для этой цели пользуются эмпирическими формулами, а также методом моделирования червячных машин.
Шнек (червяк)
Шнек является основным рабочим органом машины, от геометрической формы и конструкции которого зависит производительность машины и её пригодность для обработки того или иного материала. Червяк обычно состоит из двух частей – рабочей (нарезной) и хвостовой (опорной).
Как уже указывалось, в нарезной части червяка различают три рабочие зоны: загрузки, сжатия и пластикации, дозирования и формования. При правильном сочетании размеров зон в зависимости от назначения машины и при соответствующей нарезке червяка достигается равномерная (без пульсаций) выдача материала и нормальная работа машины.
Зона загрузки, предназначенная для захвата материала из загрузочной воронки, должна иметь достаточные для этого длину, глубину нарезки и расстояние между витками. Обычно длина зоны загрузки достигает 1.2 – 1.5 D червяка в зависимости от назначения машины и характера перерабатываемого материала. В зоне сжатия и пластикации происходит разогрев, пластикация и гомогенизация материала. Здесь совершается переход материала из твёрдого состояния в вязкотекучее. Длина зоны обычно составляет 1.5 -2 D. В зоне дозирования и формования происходит равномерное распределение материала, и этим обеспечивается нормальная подача его в головку машины (с постоянным давлением и объёмной скоростью). Правильное определение размеров нарезки этой зоны влияет на производительность машины.
Рабочая (нарезная) часть червяка характеризуется диаметром, длиной и характером резьбы. Диаметр червяка является основным параметром, определяющим производительность машины, которая также зависит от характера нарезки.
Различают шнеки:
- с одно-, двух- и трёхзаходной резьбой и с комбинированной резьбой;
- цилиндрические, конусные и комбинированные с постоянным шагом и одинаковой глубиной резьбы по всей рабочей длине;
- с переменным шагом или различной глубиной резьбы.
Помимо диаметра и характера нарезки важным параметром червячной машины является отношение длины рабочей части червяка к его диаметру. Длина рабочей части червяка определяется, исходя из необходимости получения поверхности, достаточной для разогрева резиновой смеси до температуры, обеспечивающей переход перерабатываемого материала в вязкотекучее состояние. Однако чрезмерное увеличение длины шнека ведёт к перегреву резиновой смеси и может вызвать преждевременную вулканизацию.
При переработке резиновых смесей возникают значительные силы трения и выделяется большое количество тепла, поэтому червяки в машинах делают более короткими, чем в машинах, используемых для переработки пластмасс. Для машин, перерабатывающих подогретые резиновые смеси, обычно L/D≤12; для машин, перерабатывающих холодные резиновые смеси, L/D≥12.
Параметром, от которого зависит создание необходимого давления и обеспечение нужной плотности шприцуемого материала в конце червяка, является степень сжатия, определяемая геометрическими размерами нарезки червяка.
Степенью сжатия, соответственно, называется отношение межвиткового объёма одного шага нарезки в зоне загрузки к соответствующему объёму в конце червяка. Объёмное сжатие материала может быть достигнуто путём уменьшения шага нарезки по направлению к головке при постоянной глубине нарезки или путём уменьшения глубины нарезки к концу червяка при сохранении шага нарезки постоянным по всей длине червяка.
Шаг нарезки у червяков резинообрабатывающих машин обычно колеблется от 0.6 до 1.5 D червяка, а глубина нарезки – от 0.2 до 0.25 D.
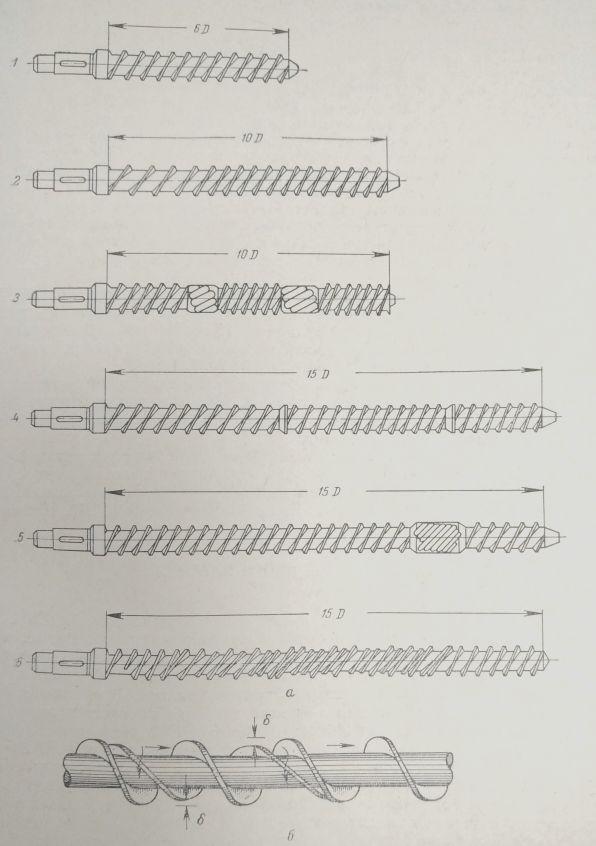
Рис.2. Различные конструкции шнеков машин холодного питания.
- а - типы червяков;
- б - элемент нарезки перемешивающего участка;
- 1- червяк с постоянным шагом;
- 2 - червяк с прогрессивно уменьшающимся шагом;
- 3,4 - червяки с перемешивающими участками и прогрессивно уменьшающимся шагом;
- 5 - червяк с перемешивающим участком и постоянным шагом;
- 6 - червяк с дополнительной нарезкой.
Внутри червяк растачивается. Образующая полость служит для подачи охлаждающей воды; со стороны головки она снабжена заглушкой.
Для нормальной работы машины очень важен правильный подбор зазора между наружной поверхностью резьбы червяка и внутренней поверхностью цилиндра. Он должен быть в пределах (0.002 – 0.005)D для новых машин и не более 0.008D для эксплуатируемых машин, так как при увеличении этого зазора резко возрастает утечка материала и уменьшается производительность машины. Однако при очень малых зазорах возможны задиры на гильзе цилиндра, заклинивание червяка и выход машины из строя. Зазор между торцом червяка и головкой должен быть минимальным и не превышать 1.5D.
Головки (фильеры)
Экструзионная головка (фильера) размещается на выходном конце экструдера. Функцией экструзионной головки является формование из потока обрабатываемого материала экструзионного изделия необходимой формы. Фильеры могут быть классифицированы по форме продукта, который в них получается. Кольцевые фильеры используются для изготовления шлангов, труб и трубок, а также для нанесения на провода изоляции. Плоскощелевые фильеры используются для изготовления плёнок и листов. Круглые фильеры используются для изготовления волокон и прутков. Профильные фильеры используются для изготовления форм, отличных от кольцевых, круглых или прямоугольных форм. Фильеры также обозначаются по названию изделия, которое в них производится. Таким образом, на практике говорят о трубных, плоскощелевых плёночных, рукавных плёночных фильерах и т.д.

Входное отверстие канала экструзионной головки обычно проектируется таким образом, чтобы оно соответствовало выходному отверстию экструдера. Если входное отверстие фильеры не соответствует выходному отверстию экструдера, то между экструдером и фильерой необходимо использовать специальный адаптер. Канал для течения экструзионной головки должен проектироваться таким образом, чтобы на выходе из фильеры выдавливаемый материал имел равномерную скорость.
Форма формующей области экструзионной головки, в идеале, должна соответствовать форме экструдируемого изделия. Однако, на практике размер и форма формующей области не полностью соответствует размеру и форме экструдируемого изделия. Имеется несколько причин этому: снижение давления, охлаждение, разбухание, релаксация. Из-за наличия множества параметров, влияющих на размер и форму экструдируемого материала, довольно часто сложно предсказать, каким образом точно изменится размер и форма материала после его выхода из экструзионной головки. В результате сложно также спрогнозировать, каким образом следует изготовить канал для течения экструзионной головки для получения необходимой формы экструдируемого изделия. Поэтому проектирование экструзионных головок до сих пор в значительной степени базируется на опыте, а не на технических вычислениях и расчётах. С появлением усовершенствованных численных методов и промышленных программ расчётам течения через экструзионные головки эта ситуация несколько улучшилась; однако процесс проектирования экструзионных головок до сих пор часто основывается на методе проб и ошибок.
При эксрудировании важнее всего сохранять постоянные условия обработки, чтобы изделия соответствовали задаваемым параметрам.
К примеру, для силиконовых резин наилучшей температурой экструдирования считается 20 - 30°С. В этом интервале температур текучесть заметно не меняется; давление в шнеке не должно колебаться, чтобы не изменялись размеры экструдируемого изделия за при выходе из канала фильеры.
Оптимальная температура, найденная для экструдирования какого-либо изделия, должна поддерживаться с точностью ±3°С. Для поддержания температуры используют охлаждение шнека, рубашки и головки экструдера водой.
Червячные машины холодного питания
Одним из наиболее перспективных направлений дальнейшего развития конструкций червячных машин является создание машин, не требующих предварительного подогрева перерабатываемых резиновых смесей. Машины тёплого питания уже сейчас повсеместно вытесняются червячными машинами холодного питания. Это объясняется рядом причин.
Подаваемая в машину холодная резиновая смесь более однородна по пластичности и температуре, чем смесь, разогретая на вальцах. Благодаря этому полученные экструзионные изделия имеют более точные размеры по сравнению с заготовками из предварительно разогретой смеси. При переработке холодных резиновых смесей облегчается автоматизация питания червячных машин, лучше используется производительная площадь, сокращается стоимость установки, расход энергии и воды, уменьшаются затраты труда и упрощаются транспортные системы. Кроме того, червячная машина холодного питания может быть установлена независимо от вальцов, т.е. производство изделий можно отделить от изготовления резиновых смесей. Благодаря исключению предварительного подогрева снижаются потери резины вследствие преждевременной вулканизации.
В червячной машине холодного питания резина разогревается в самой машине в результате увеличения длины червяка и цилиндра, а также увеличения мощности. Так как в машине холодного питания обрабатываемый материал должен не только шприцеваться, но и равномерно прогреваться до необходимой температуры для достижения определённой вязкости, то равномерная температура цилиндра очень важна для обеспечения гомогенности смеси. Поэтому в машинах холодного питания, как правило, предусматривается автоматическая система регулирования температуры стенок цилиндра с устройством нескольких независимых зон охлаждения путём циркуляции в них охлаждающей воды от отдельных для каждой зоны циркуляционных насосов. Отношение длины червяка к его диаметру в таких машинах находится в пределах от 1:12 до 1:16.
Производительность машин холодного питания значительно ограничивается максимально допустимой температурой шприцевания. Энергия привода, передаваемая шнеком в виде тепловой энергии шприцуемому материалу, настолько велика, что 2/3 её приходится отводить через систему охлаждения цилиндра. Отвод такого большого количества тепла представляет значительные трудности.
На производительность оказывают решающее влияние три параметра – диаметр червяка, частота его вращения и глубина нарезки.
При увеличении диаметра червяка с целью повышения производительности экструдера ещё быстрее возрастают тепловыделения. При одной и той же производительности тепловыделения тем ниже, чем меньше число оборотов червяка. Поэтому стремятся сохранить число оборотов возможно низким. Увеличение глубины нарезки способствует повышению производительности и уменьшению тепловыделений. Для червяка с постоянным шагом в машинах холодного питания пределом увеличения глубины резьбы является неравномерность прогрева материала, т.е. наличие непрогретых слоёв его, а при увеличивающемся шаге – прочность витков. Вязкость материала также влияет на тепловыделения.
Таким образом, в машинах холодного питания исключительно важную роль играет конструкция червяка. Она должна способствовать понижению тепловыделений, исключать влияние плохой теплопроводности резины и обеспечивать необходимую гомогенность экструдируемой массы.
Экструзионные линии
Однако, для формования экструзионного изделия недостаточно одного только экструдера. Для получения необходимого изделия помимо экструдера требуется и другое вспомогательное оборудование.
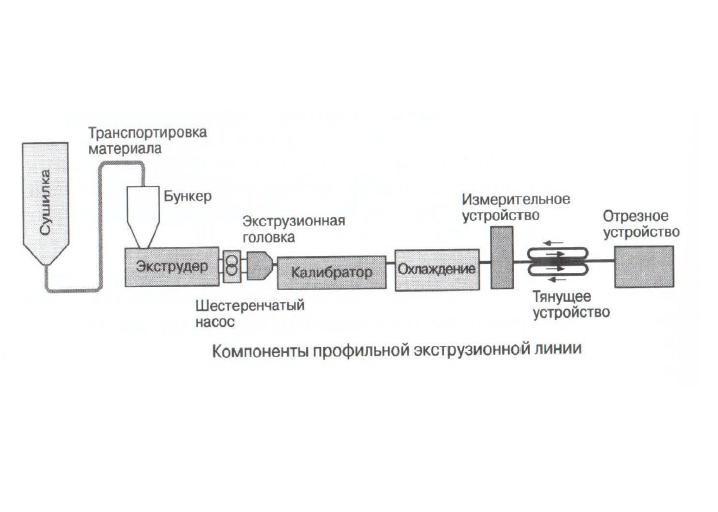
Основными элементами экструзионной линии являются:
- система транспортировки полимера;
- система сушки;
- экструдер;
- послеформовочные или калибрующие устройства;
- охлаждающие устройства;
- приёмные и тянущие устройства;
- обрезные устройства.
Особенно при изготовлении экструзионных изделий из резины нужно уделить внимание оборудованию для вулканизации. Обычно изделия после их выдавливания припудривают тальком и вулканизуют непрерывным методом. Прозрачные смеси припудривают аэросилом.
Непрерывная вулканизация может проводиться без давления в горячем воздухе и под давлением паром или в ваннах, заполненных некоторыми жидкостями, либо с помощью периодической вулканизации в паровых котлах или в туннельных печах.
Одним из самых распространённых способов вулканизации экстудируемых изделий является непрерывная вулканизация без давления в туннельных камерах горячим воздухом. Она осуществляется в горизонтальной или вертикальной вулканизационной туннельной камере при 200 - 400°С.
Горизонтальное устройство применяется для подачи профилей через туннель на транспортёрной ленте из нержавеющего стального листа или сита, скорость движения которой можно постепенно изменять и приспосабливать к режиму вулканизации, в соответствии с которым выбирается длина туннеля.
Туннель может нагреваться с помощью электричества, кварцевых инфракрасных трубок, излучателей, а также циркуляцией горячего воздуха. Если туннель для вулканизации сконструирован так, что в нём происходит циркуляция горячего воздуха, скорость вулканизации возрастает на 100%, поскольку теплопередача здесь лучше, чем в статической среде. Роль циркуляции воздуха достаточно велика, например, в производстве пористых профилей. С обоих сторон туннеля следует отсасывать газообразные продукты, которые могут быть взрывоопасными и токсичными. Время прохождения через туннель, необходимое для достижения нужной степени вулканизации, определяется толщиной изделия и применяемой температурой.
При установлении оптимальной температуры следует принимать во внимание толщину изделия; у толстостенных изделий лучшие свойства достигаются при более низких температурах и снижении скорости, поскольку иначе повышается пористость и склонность к образованию пузырьков.
Горизонтальные установки пригодны для вулканизации прямоугольных профилей.
Вертикальные установки для вулканизации имеют ряд преимуществ, в том числе они экономят производственную площадь. Они также выгодны в произзводстве тонкостенных трубок, иначе последние сплющиваются. Весь экструдируемый профиль равномерно прогревается, что создаёт возможность для быстрой и равномерной вулканизации. Такое оборудование особенно удобно для производства губчатых изделий, когда достигаются равномерные свойства по всему сечению.
При одинаковой температуре, циркуляции воздуха и длине туннеля производительность вертикальной установки выше на 25%. Задача обслуживающего персонала состоит в поддержании нормальной работы экструзионной установки, главным образом скорости экструдирования, и транспортёрной ленты вулканизационной установки. Плавный ход обеспечивается уравнительным устройством между соплом и лентой; ход нужно сохранять постоянным для предупреждения возможного растяжения изготавливаемых изделий.
Предыдущая новость